多面切削机床的顺铣和逆铣的区别
日期:2017-12-20 浏览:249
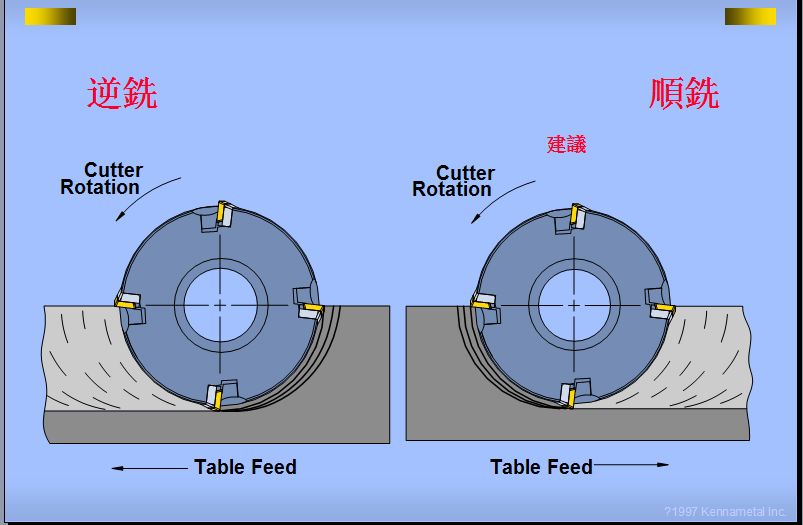
在使用多面切削机床对工件进行铣方时,一般会用到两种方法:顺铣和逆铣,铣刀切入工件的方向与工件的进给方向相同的称之为顺铣,反之若方向相反则称之为逆铣。顾名思义,顺铣时每齿的切削厚度由最大铸件减小为零,逆铣时的铣削厚度从零逐渐增大。两种铣削方法各有优缺点,我们平常操作需要采取什么样的铣削方式呢,下面简单分析一下:
顺铣的切削厚度逐渐减少至零,刀具使用寿命比较长,加工表面精度较高,产生垂直向下的铣削分力,有助于工件的定位夹紧,若工件表面较硬时,不宜采用顺铣。当工作台与螺母之间存在反向间隙时,工作台可能会窜动,导致加工精度的丢失。进行逆铣时,切削厚度逐渐增大,对刀具的使用寿命造成较大的影响,且加工表面精度不能有所保证。工作时产生的向上的铣削分力可能导致工件的移位。但于对工作台的反向间隙没有太大影响。
综上所述,具体选用顺铣还是逆铣需要根据加工工件本身来判断,在进行金属加工时,由于工件表面较硬,且采用的直线导轨存在反向间隙,采用逆铣方式更加适合。这就需要在吃刀量和加工精度之间选取一个能够接受的尺度。龙口市蓝牙数控装备有限公司在多面切削机床的研发制造上有着20年的专业经验,长久以来,蓝牙装备都是根据用户的需求来量身打造精品机床。良好的售后服务也免除了您的后顾之忧,欢迎来电咨询业务,全国统一客服电话:400-1866-068。

 全国热线:15963530678
全国热线:15963530678 传真热线:0535-8857485
传真热线:0535-8857485 Q Q咨询:
Q Q咨询: 企业邮箱:
企业邮箱: